
- 22/04/2022
- admin
- 0
1. Defining key performance indicators – KPI
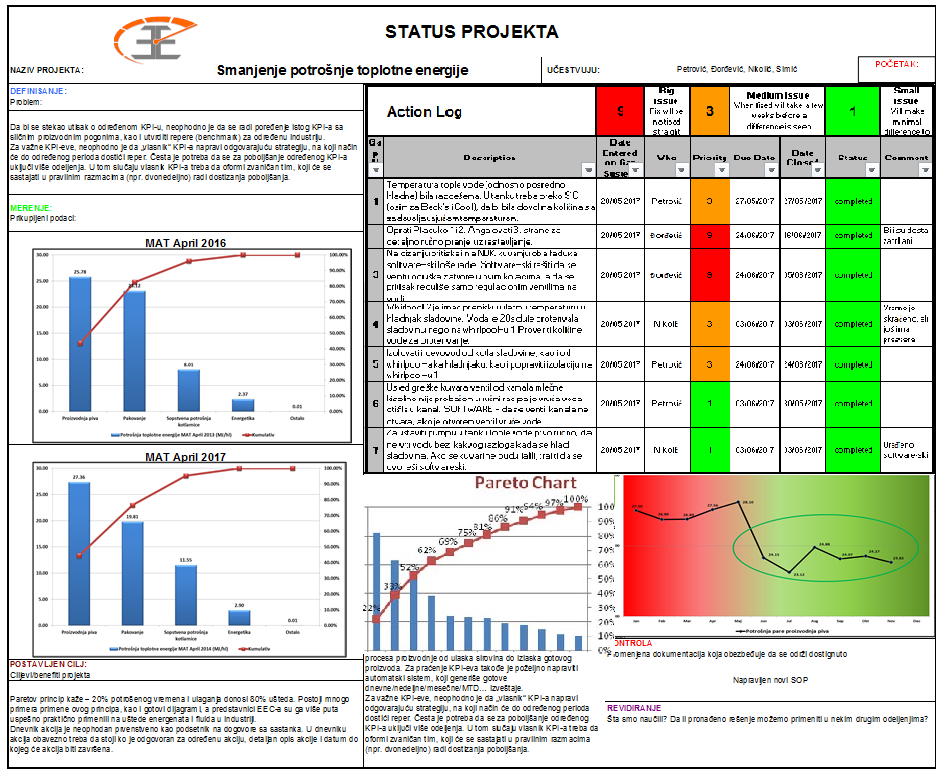
KPIs do not refer exclusively to energy, but also to all other operational measures or activities of great importance, for example productivity, efficiency of the production plant, losses in raw materials etc. Depending on the industry branch, and energy sources with significant influence onto the business, it is necessary to define those energy sources as KPIs and establish system for monitoring, control and improvement of them. If, for example, heat energy represents major cost in a certain industry, then the KPI should be Heat energy consumption, expressed in MJ, kWh or Sm3 per the unit of the product. Further more, for more efficient monitoring, it is necessary to introduce PIs, performance indicators, in this concrete example it would be Heat energy consumption in defined parts of the plant, but also Heat consumption of the biggest consumers. KPIs are like instrument panel in the cockpit of an airplane – they provide important information needed for the control and safe management. KPI improvement requires defining an “owner” of a certain KPI and it is also important to measure it in regular time frames. In order to improve something, measurement is of great essence. For energy sources, the companies which supply them perform the measuring and according to it they issue invoices on a monthly level. But is this enough? Usually a more frequent control is needed, for example daily, weekly or MTD(month to date) from the beginning of the month until the current day. To gain an impression of a certain KPI, it is necessary to compare this KPI with similar production plants, also to identify benchmarks for defined industry branch. For significant KPIs the “owner” of it should create a suitable strategy, by which he will determine the path for achieving the benchmark in a defined time frame. For improvement of a KPI there is often the necessity to involve multiple departments. In this case the KPI“owner” should identify an official team, that will meet in regular periods (for example bi-weekly) to achieve the improvement. On the internet there is many titles, tools and advises for better functioning of this team, mostly developed from Six Sigma technique for process improvement, as for example PDCA (Plan-Do-Check-Act), DMAIC (Define-Measure- Analyze-Improve-Control). It is preferable to use the Pareto principle, meaning Pareto diagram (rule 80 / 20) and action records (Action Log). The Pareto principle says –20% of spent time and investments, brings 80% of savings. There are a lot of examples for application of this principle, as also finished diagrams, and the representatives of EEC have used it successfully many times for savings of energy and fluids in the industry. Action log is necessary primarily as a reminder related to the agreements from the meetings. The Action log should contain data such as: the person responsible to perform a task (action), detailed description of the action and the due date for concluding the action. The responsible person for the action should accept the action on its own and he / she should assess the time needed for completion of the action (due date). Many software tools have been developed for complete tracking of established team’s performance, but Excel is quite enough as well.
2. People coaching and leading by example
Regular turning off the lights will not save the company but it will have an influence on peoples awareness. People should be familiarized with the costs of energy and fluids and it should be explained to them why they are asked to do something. Energy is often not taken into account since it is not tangible and the losses are not noticed immediately, unlike for example losses of raw materials which are easily noticeable.
3. Energy recuperation and leakage repairs
In most of the plants the complete raw materials enter into the plant with the temperature close to the room temperature. While exiting from the production plant, the finished goods is also with the temperature close to the room temperature. During production processes heat energy is used in some steps, while in some steps further on, cooling energy is being used. Does this mean that by good recuperation the consumption of heat / cooling energy might be minimized? For all leakages (discarding) of energy and fluids (steam, condensate, cooling agent, water, …) but also product, semi product, auxiliary materials – it is necessary to establish a system for fast detection and elimination.
4. Production plan
The length of batches, the number of changeovers, the duration of changeovers, in food industry – the number of CIPs (CIP – cleaning in place) – Nowadays consumers have been offered a large range of products and the market game unavoidably leads to increase in number of products. For this reason, in production plants changeovers are very frequent, but also the very production plan changes often, as a consequence of all above mentioned energy consumption is increasing. There are different methods for shortening very changeovers and it is possible to find on internet instructions how to implement this. It is advised to create a clear matrix for changeovers and to define the production sequence for certain products in the aim of changeover process optimization but it is also necessary to define minimum period “frozen period”for the production plan.
5. System / production plants automation and visualization
High level of automation and visualization of production processes provides acceleration of production processes, better monitoring of energy and fluids consumption, and it also offers the possibility to decrease the consumption. Beside this there are finished systems for example MES (Manufacturing Execution System) used for tracking and trend of complete production process from the entrance of raw materials until the exit of finished product. For KPI monitoring it is recommendable to create automated system that is generating finished daily / weekly / monthly / MTD reports.

6. High efficiency of production plants

Frequent stoppages, especially in line production plants lead to unnecessary energy losses, but also often in losses related to productivity, as well in raw materials and / or auxiliary materials. Advisable is to create an automated system for tracking the efficiency of the production plant and to solve the most frequent causes of problems by using the Pareto principle in order to improve the efficiency.
7. Equipment selection
Nowadays, while manufacturing equipment, special focus is on the energy class of the equipment. It is recommended that during purchasing of new equipment or upgrading existing one, beside the primary parameters such as purchase price, delivery time… one should take into account also consumption of energy and fluids per product unit. Usually, more energy efficient equipment is more expensive, but the comparison should be done based on the difference between the annual amortization on one hand and the savings in energy and / or fluids during the exploitation of the equipment in the same year on other hand. Measuring is obligatory in order for the equipment supplier to be able to prove the parameters of energy and / or fluids consumption during the exploitation period.